
讓您更了解我們的最新信息
發(fā)布時間:2017-06-15 18:06:42 來源:尼嘉斯
改進及應(yīng)用
2.1 建立改進模型
針對集中供料系統(tǒng)的缺陷,,重新改進了供料控制系統(tǒng)(如圖 2 所示),當輸入產(chǎn)品編號
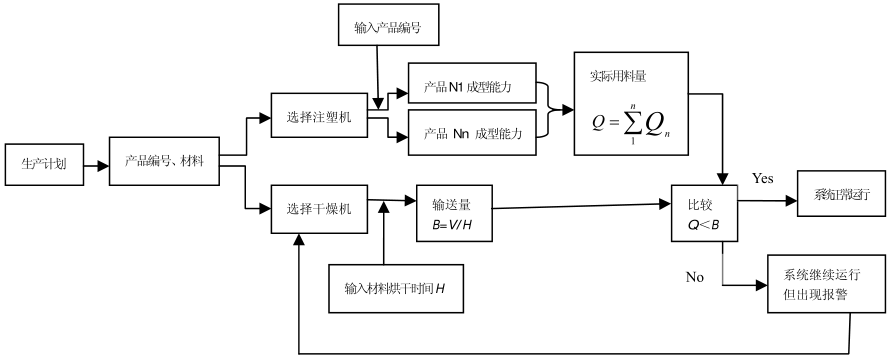
圖2控制系統(tǒng)改進后的模型
和材料烘干時間后,,系統(tǒng)就會自動生成實際用料量和干燥機輸料量并進行比較和分析,并且作信息反饋,實現(xiàn)了兩者的關(guān)聯(lián)控制。
2.2 改進集中供料控制系統(tǒng)
對目前的集中供料裝置控制系統(tǒng)進行改進。在系統(tǒng)中建立一個與產(chǎn)品成型能力和干燥機干燥能力有關(guān)的數(shù)據(jù)庫,,同時在控制面板上增加 2 個選擇頁面,通過輸入干燥時間和產(chǎn)品編號,實現(xiàn)兩者的關(guān)聯(lián)控制,。
1)建立一個與產(chǎn)品編號對應(yīng)的產(chǎn)品成型能力的數(shù)據(jù)庫,,見表 1。
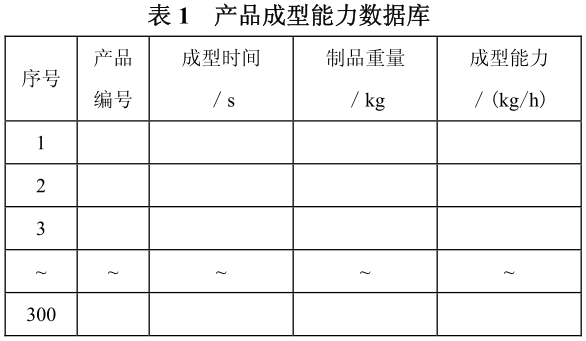
注 1:該數(shù)據(jù)庫設(shè)計為最大可輸入300種產(chǎn)品,,以滿足不同公司的需要;
注 2:成型時間為生產(chǎn)單個產(chǎn)品所需要的時間,,可提前導(dǎo)入;
注 3:制品重量等于成品重量和損失重量之和,可提前導(dǎo)入;
注 4:當輸入產(chǎn)品編號時,,系統(tǒng)會自動計算,,生成產(chǎn)品成型能力。
運算公式如下:
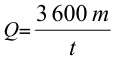
式中,,Q 為產(chǎn)品成型能力,,Kg/s;m 為制品重量,Kg;t 為成型時間,,s
2)建立一個與材料烘干時間對應(yīng)的干燥機干燥能力數(shù)據(jù)庫,,見表 2。
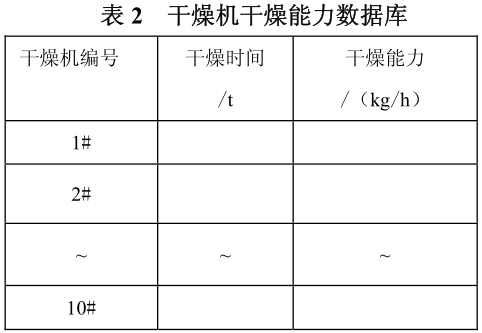
注 1:該數(shù)據(jù)庫設(shè)計為最大可輸入 30 臺干燥機,,以滿足不同公司的需要;
注 2:干燥筒容量和干燥材料是固定的,,可提前導(dǎo)入;
注 3:當輸入干燥時間時,系統(tǒng)會自動計算并生成干燥能力值,,運算公式如下:

式(4)中,,B 為干燥能力,Kg/h;V 為料筒容量,,Kg; t 為 塑料粒子的烘干時間,,h。
3)在以上數(shù)據(jù)庫的基礎(chǔ)上,,建立如表 3,、表 4所示的兩個選擇頁面。
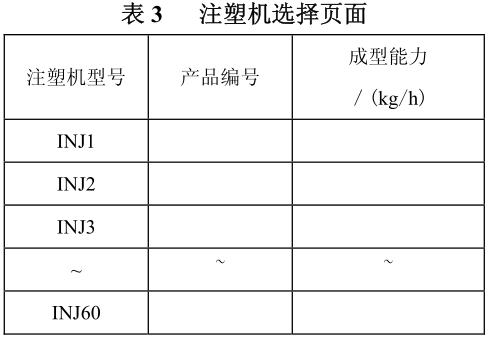
注1:該界面設(shè)計為最大可輸入60 臺注塑機,,以滿足不同公司的需要;
注 2:應(yīng)用時,,操作者只要輸入產(chǎn)品編號,,系統(tǒng)便會調(diào)用產(chǎn)品成型能力數(shù)據(jù)庫中的信息,,自動生成成型能力。
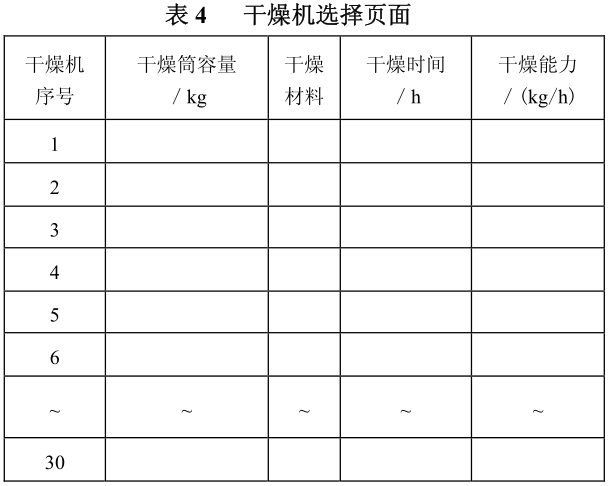
注 1:該界面設(shè)計為最大可輸入10臺干燥機,,以滿足不同公司的需要;
注 2:應(yīng)用時,,操作者只要輸入干燥時間,,系統(tǒng)便會調(diào)用干燥機干燥能力數(shù)據(jù)庫中的信息,自動生成干燥能力,。

隨著現(xiàn)代制造業(yè)的不斷發(fā)展,,企業(yè)對塑料制品質(zhì)量的要求也就越來越高。作為塑料制品原材料的塑料粒子,,其烘料,、配料的效果以及輸送過程,將直接影響塑料產(chǎn)品的質(zhì)量,。針對塑料粒子烘干時間與輸送量無法關(guān)聯(lián)控制的問題,,通過建立改進模型,重新編制集中供料控制系統(tǒng)的數(shù)據(jù)庫,,最終可以實現(xiàn)了兩者的關(guān)聯(lián)控制,。

東莞市尼嘉斯塑膠機械有限公司 粵ICP備09096370號-10
網(wǎng)站地圖 | 免責申明 | 技術(shù)支持: 國人在線
請?zhí)顚懩男枨螅覀儗⒈M快聯(lián)系您